Last Updated on 12 Giugno 2015 by Marco Gregorin
Inclusione di scoria – Slag inclusion
301 Riferimento numerico secondo UNI EN ISO 6520-1
Identificazione
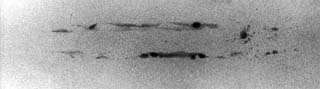
L’inclusione di scoria è associata ai processi di saldatura che utilizzano il flusso protettivo. Le inclusioni di scoria solitamente si presentano come linee allungate continue o discontinue disposte longitudinalmente al cordone di saldatura, il difetto risulta ben visibile al controllo Radiografico.
Cause
Sono generalmente causate da una cattiva rimozione della scoria.
Le scorie sono il residuo del flusso protettivo, sono il prodotto della disossidazione nella reazione aria-flusso-metallo. Le scorie possono essere intrappolate tra due cordoni adiacenti che sono stati depositati senza sovrapposizione. Tra i due cordoni si forma un stretto canale dal quale risulta difficile rimuovere tutta la scoria, cosi con la successiva passata la scoria rimane intrappolata.
Altre possibili cause sono il maneggio non corretto dell’elettrodo, diametro dell’elettrodo troppo grosso, angolo di apertura del cianfrino troppo fino, raccordi difettosi (505 – UNI EN ISO 6520-1 angolo di raccordo troppo piccolo ) e maglia irregolare.
La formazione del difetto è influenzata dalla facilità di rimozione della scoria. Per questo l’inclusione di scoria è influenzata da:
- tipo di flusso
- tecnica di saldatura
Il tipo di configurazione del giunto, la posizione di saldatura e l’accessibilità del giunto sono ulteriori fattori che influenzano il rischio di formazione dell’inclusione di scoria.