Last Updated on 16 Gennaio 2019 by Marco Gregorin
Difetti di Saldatura Strappi Lamellari
Gli strappi lamellari sono difetti che si manifestano principalmente durante la saldatura di prodotti laminati.
Identificazione
La principale caratteristica degli Strappi Lamellari è che si verificano nei giunti a T piena o parziale penetrazione e nei cordoni d’angolo. Si manifestano come strappi ( fessure ) a gradini paralleli al contorno della saldatura e della superficie della piastra saldata. Solitamente si manifestano a partire dal vertice della saldatura a T o nella giunzione tra il metallo base e il metallo d’apporto di una saldatura d’angolo.
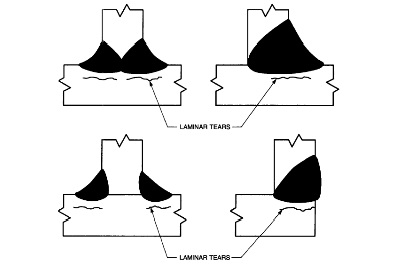
Vista in sezione, la superficie interessata dalle fratture si presenta fibrosa con tratti paralleli che sono indicativi della scarsa duttilità del materiale nello spessore.
Gli Strappi Lamellari sono associati con zone dove esiste un’alta concentrazione di inclusioni allungate e orientate parallelamente alla superficie del piatto, gli stappi saranno transgranulari e con aspetto a gradini.
Gli strappi lamellari sono causati, generalmente, dall’occorrenza di 3 condizioni che devono manifestarsi contemporaneamente:
- tensioni di ritiro elevate, per notevoli grado di vincolo e/o rigidezza della struttura che provocano tensioni di trazione lungo lo spessore
- orientazione della saldatura, il contorno della fusione ( visto trasversalmente ) risulta parallelo al piano delle inclusioni
- ridotta duttilità del materiale al traverso corto in corrispondenza di inclusioni o gruppi di inclusioni ( per esempio silicati di Mn e Al derivanti dalla disossidazione dell’acciaio )
Pertanto, il rischio di strappo lamellare sarà maggiore se le sollecitazioni generate dalla saldatura agiscono nella direzione dello spessore. Il rischio inoltre aumenterà quando siamo in presenza di un metallo d’apporto con alto contenuto di idrogeno.
Riduzione dei rischi di Strappi Lamellari
Per ridurre la possibilità di formazione di strappi lamellari durante la saldatura, bisogna tenere conto dei seguenti fattori influenti:
- scelta del materiale base ( da parte del progettista )
- scelta del materiale d’apporto ( da parte del responsabile della saldatura – welding coordinator – )
- preparazione dei lembi in modo da ridurre la componente di sollecitazione nella direzione perpendicolare al piano di laminazione ( es. smusso sul traverso corto della lama con spessore maggiore )
- processo di saldatura
- preriscaldo e imburratura ( buttering )
- corretto ordine di esecuzione delle passate
- riduzione delle dimensioni della ZF ( zona fusa ) ed impiego di saldature simmetriche ( ambo i lati della T )
- impiego di pezzi speciali fucinati
- utilizzo di lamiere controllate con ultrasuoni e con caratteristiche di resistenza al traverso corto garantite ( lamiere “Z” )
Gli acciai con alti carichi di rottura sono maggiormente a rischio agli strappi lamellari, in particolare con spessori maggiori di 25 mm.
La corretta scelta dei parametri sopra elencati, diminuirà o eviterà la formazione degli strappi lamellari.