Last Updated on 12 Giugno 2015 by Marco Gregorin
Difetti saldatura porosità
2012 ( porosità distribuita ) – Riferimento numerico secondo UNI EN ISO 6520-1
2017 ( porosità superficiale ) – Riferimento numerico secondo UNI EN ISO 6520-1
La porosità consiste nella presenza di cavità nel metallo d’apporto formatasi con l’imprigionamento dei gas che si formano nel bagno della saldatura durante la sua solidificazione.
La porosità può assumere diverse forme :
- Distribuita
- Porosità superficiale
- Tarli
- Cavità di cratere
Porosità distribuita e porosità superficiale

La porosità distribuita si trova normalmente su tutto il cordone della saldatura e ha l’aspetto di fini porosità.
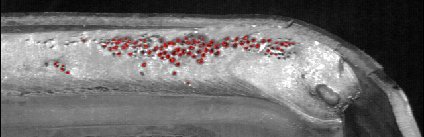
La porosità superficiale indica una grande quantità di porosità distribuita, quindi quello che si vede in superficie sarà solo una parte del difetto del giunto saldato.
Le cause della formazione della porosità sono l’assorbimento di azoto, ossigeno e idrogeno nel bagno di fusione, i gas vengono in seguito rilasciati in fase di solidificazione e intrappolati nel metallo saldato.
L’assorbimento di azoto e ossigeno nel bagno di saldatura viene normalmente causato da una scarsa schermatura del gas protettivo. L’inclusione del 1% di aria nel gas protettivo causa una porosità distribuita e un inclusione del 1,5% di aria causa la formazione di importanti porosità superficiali.
L’idrogeno può provenire da diverse fonti, tra cui l’umidità dagli elettrodi non adeguatamente essiccati, dai flussi (arco sommerso e filo animato) e della superficie del pezzo. Grasso e olio sulla superficie del pezzo o nel materiale d’apporto sono fonte di formazione di idrogeno.
Rivestimenti superficiali come le vernici di primer e trattamenti superficiali, come rivestimenti di zinco, possono generare grandi quantità di fumi durante la saldatura. Il rischio di intrappolare il gas sviluppato sarà maggiore nei giunti a T in particolare quando il cordone viene fatto su entrambi i lati.
Una menzione speciale meritano i Primer, vernici protettive saldabili a basso contenuto di zinco. Non dovrebbe essere necessario rimuovere il primer, ma se lo spessore supera le specifiche del produttore si incorre nel pericolo che si formi porosità. La saldatura ad elettrico manuale soffre maggiormente di questo problema quando si saldano lamiere trattate con il primer.