Last Updated on 18 Giugno 2021 by Marco Gregorin
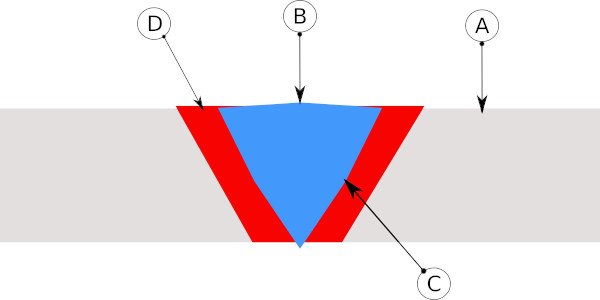
A= materiale base; B= zona fusa; C= profilo del cianfrino; D= ZTA zona termicamente alterata
La verifica dei giunti saldati con il metodo ultrasonoro riguarda principalmente i giunti saldati a piena penetrazione.
Le caratteristiche del materiale come la dimensione del grano e la velocità acustica pregiudicano il campo di applicazione del metodo.
Questo breve articolo vuole illustrare in sintesi quali sono i passaggi fondamentali da seguire per poter effettuare un controllo Ultrasuoni di un giunto saldato.
Per iniziare dobbiamo partire da alcuni punti fissi, i giunti da controllare devono avere le seguenti caratteristiche:
- il materiale deve essere un acciaio ferritico
- la velocità acustica del materiale deve essere di 5920m/s +/- 50 m/s per le onde longitudinali e di 3255 m/s +/- 50 m/s per le onde trasversali
- il giunto saldato è a piena penetrazione
- lo spessore del giunto saldato deve essere minimo di 8 mm
Questo non significa che non si possono controllare giunti saldati che esulano dalle prescrizioni sopra citate ma non sono tema di questo articolo.
Qual’è il significato dei punti fissi sopra elencati ?
Elementi di lega e grossezza del grano aumentano il fenomeno della diffusione delle onde acustiche aumentando al tempo stesso la loro attenuazione.
La velocità di propagazione nel materiale fa variare la zona morta, il campo prossimo, il campo lontano e l’angolo di incidenza della sonda.
In spessori ridotti a causa della divergenza del fascio rende difficoltosa la localizzazione in profondità delle discontinuità (anche se poco importante per piccoli spessori ). Inoltre i giunti di piccolo spessore hanno una preparazione dei lembi retta che rende difficile, a causa del loro orientamento, l’individuazione di alcune discontinuità.
Il metodo di controllo usato è impulso-eco (pulse echo) ovvero la comune tecnica per riflessione.
I trasduttori o sonde impiegato sono sono di tipo angolato con angoli di 45° – 60 ° – 70 °. A seconda dello spessore del giunto saldato si utilizzerà uno o più angoli per esplorare l’intero volume del giunto.
Taratura asse dei tempi.
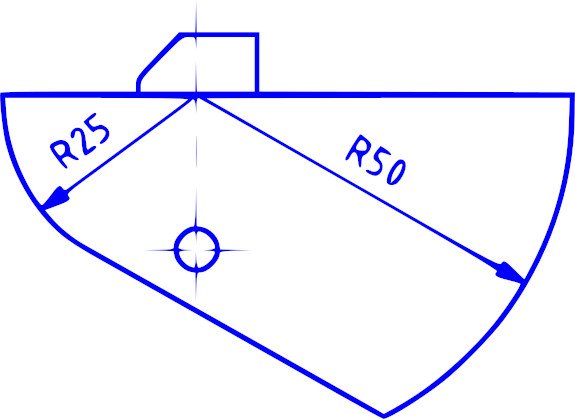
Trattandosi di sonde a fascio angolato non è possibile ottenere una riflessione da un blocco con facce parallele come nel caso della sonda a fascio dritto. I blocchi usati per la taratura del percorso ultrasonoro hanno dei raggi da cui il fascio ultrasonoro viene riflesso.
I blocchi previsti dalle norme per la taratura dell’asse orizzontale sono il Blocco V1 e il Blocco V2.
La taratura dell’asse dei tempi deve essere eseguita per ogni sonda e angolo di incidenza usati durante il controllo.
Taratura della sensibilità del controllo
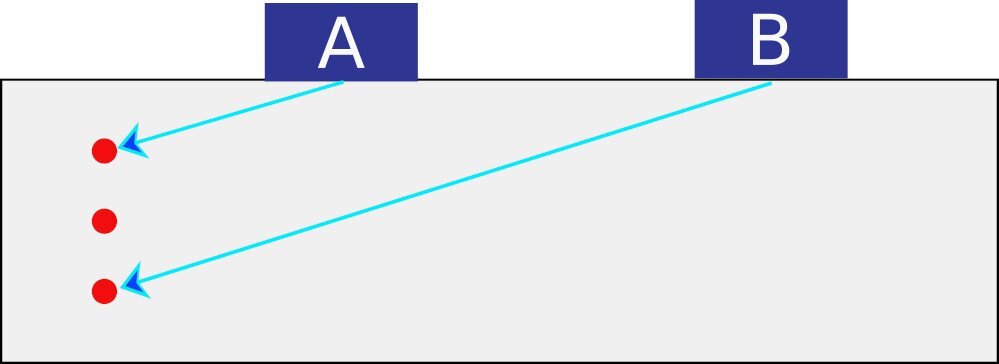
La taratura della sensibilità del controllo viene eseguita attraverso un blocco campione con fori laterali. Con questo blocco si ottengono delle superfici riflettenti equivalenti alla porzione di circonferenza colpita perpendicolarmente (o quasi) dal fascio ultrasonoro.
A Seconda dello spessore da controllare il blocco può avere uno o più fori posti a diverse profondità.
Curva DAC
Generalmente la taratura della sensibilità dell’esame si effettua attraverso una curva DAC.
La curva DAC è la compensazione distanza ampiezza, vengono compensate le differenze tra gli echi corrispondenti a discontinuità di uguale dimensione poste a distanze ( profondità ) diverse.
Utilizzando la curva DAC le discontinuità di dimensioni uguali poste su distanze diverse danno un eco di ampiezza uguale ( l’ampiezza è relativa alla distanza del percorso ultrasonoro )
Norme di Riferimento
Per il controllo con ultrasuoni delle saldature in acciaio ferritico vengono utilizzate le seguenti normative:
- UNI EN ISO 17640 Controllo non distruttivo delle saldature – Controllo mediante ultrasuoni – Tecniche, livelli di prova e di valutazione
- UNI EN ISO 11666 Controllo non distruttivo delle saldature – Controllo mediante ultrasuoni – Livelli di accettabilità
- UNI EN ISO 23279 Prove non distruttive delle saldature – Prove a ultrasuoni – Caratterizzazione delle discontinuità nelle saldature